Основные проблемы в технологии ковки крупных поковки
2026-03-20
Краткое содержание
Процесс нагрева, коэффициент ковки, метод ковки с понижением температуры и другие факторы тесно связаны со структурой и свойствами поковок.
Основной текст
- Основные проблемы в технологии ковки крупных поковок
Для процесса термической обработки и конечных свойств поковки наиболее важными являются вопросы взаимосвязи между технологией ковки и структурой и свойствами поковки, а также способы улучшения структуры и свойств поковки посредством ковки. Поэтому ниже мы кратко обсудим тесно связанные с этим вопросы технологии нагрева, коэффициента уковки, метода ковки с понижением температуры и другие аспекты.
(1) Технология нагрева
Крупные стальные слитки после извлечения из изложницы лучше всего загружать в печь в горячем состоянии. Это связано с тем, что в таких слитках имеется множество внутренних дефектов, и если они охладятся до комнатной температуры, воздействие термических и структурных напряжений приведет к расширению внутренних дефектов или даже к разрушению слитка.
Основными параметрами процесса нагрева при ковке являются температура нагрева и время выдержки.
Для того чтобы заготовка приобрела пластичность, необходимую для ковки, ее необходимо нагреть и выдержать при высокой температуре 1150–1270 °C. Целью выдержки является достижение ковочной температуры в центре слитка и обеспечение равномерности температуры во всех его частях.
Температуру ковки и время выдержки для крупных поковок на заводах нашей страны можно найти в справочниках по ковке. Выбор температуры нагрева в основном зависит от химического состава стали, а также связан с технологией ковки. Температуры нагрева, указанные в обычных справочниках, относятся к процессам с коэффициентом уковки не менее 1,5. Если коэффициент уковки меньше 1,5, температуру нагрева следует снизить. Например, для обычных марок стали при коэффициенте уковки 1,5–1,3 температура нагрева составляет 1050 °C. Если же коэффициент уковки меньше 1,3 или на отдельных участках уковка отсутствует, температура составляет 950 °C.
Нагрев стального слитка или заготовки до высоких температур не только обеспечивает хорошую пластичность, гарантирующую выполнение задач ковки, но и запускает внутри слитка или заготовки практически значимый процесс высокотемпературной диффузии. Давно известно, что при таких высоких температурах, как температура ковки, микроликвация (дендритная ликвация) может быть частично устранена в ходе процесса высокотемпературной диффузии.
При осаживании:
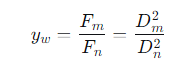
ym= Hn/Hm
где yn, ym — ковочные коэффициенты (степень уковки) при протяжке и осаживании; Fm, Fn — площади поперечного сечения заготовки до и после протяжки; Hm, Hn — высота заготовки до и после осаживания;
Dm, Dn — диаметры заготовки до и после протяжки. Степень деформации поковки также может быть выражена непосредственно через относительную деформацию (e). При протяжке:
en = (Fm − Fn) / Fm ⋅ 100% ,
При осадке:
em = (Hm − Hn) / Hm ⋅ 100% . Поскольку уков является показателем степени пластической деформации, а степень деформации напрямую влияет на эффект заварки внутренней структуры слитка и, следовательно, на механические свойства поковки, между уковом, внутренней структурой и механическими свойствами поковки существует тесная связь. В этой области было проведено множество исследований, и их выводы совпадают. На рис. 1-37 показана типичная зависимость влияния укова на свойства поковки при протяжке слитка. Краткий анализ приведен ниже:
При протяжке слитка с увеличением укова происходят различные изменения в структуре. При укове от 1,5 до 3 литая структура разрушается, поры и рыхлоты завариваются, что делает структуру слитка плотной. В то же время в центре поковки возникают линии тока, вытянутые вдоль оси, то есть появляется так называемая ковочная волокнистость. В этот момент, как показано на рис. 1-37, показатели пластичности и вязкости в продольном и поперечном направлениях значительно повышаются, обычно на 50–200%. Однако, когда уков превышает 3, ковочная волокнистость становится все более выраженной, а количество волокон увеличивается. Соответственно, показатели поперечной пластичности и вязкости постепенно снижаются с увеличением укова, в то время как продольные показатели остаются неизменными. Разница между свойствами поковки в осевом, радиальном и тангенциальном направлениях становится все более значительной, то есть проявляется отчетливая анизотропия.
Что касается предела прочности, то при увеличении степени уковки до 3 он также немного повышается, но в большинстве случаев это не слишком заметно. В дальнейшем он перестает меняться, и анизотропия не проявляется.
Снижение показателей поперечной пластичности и вязкости при степени уковки более 3 связано с появлением ковочных волокон. Ковочные волокна образуются в результате вытягивания микро- и макросегрегаций, неметаллических включений и других неоднородных дефектов структуры стали в направлении пластической деформации. Механические свойства самой такой волокнистой структуры улучшаются за счет вытягивания, поэтому пластичность и вязкость поковки в продольном направлении (вдоль волокон) не снижаются из-за чрезмерного увеличения степени уковки (полного развития волокнистой структуры). Однако в поперечных образцах поковки, то есть образцах, вырезанных перпендикулярно направлению волокон, пластическая деформация при разрушении ограничивается из-за препятствий в виде многочисленных слоев волокнистой структуры, что приводит к снижению показателей поперечной пластичности и вязкости поковки.
Из этого видно, что как повышение продольных и поперечных свойств поковки в начале увеличения степени уковки, так и снижение поперечных свойств при чрезмерно большой степени уковки тесно связаны с металлургическим качеством слитка. Как обсуждалось ранее, металлургическое качество слитка зависит не только от процессов плавки и разливки, но и от размера слитка. Поэтому наиболее подходящая степень уковки при протяжке должна определяться в зависимости от размера слитка. Как правило, при протяжке слитков весом 5 тонн, 15 тонн и более 30 тонн наиболее подходящие степени уковки составляют соответственно 2,5; 2,5–3 и 3–4.
На основе экспериментов предлагается следующая формула для расчета минимальной степени уковки для слитков различного веса:
(2) Уков
Пластическая деформация стального слитка в процессе ковки является не только необходимым условием для формообразования, но и обязательным условием для разрушения литой структуры, заварки внутренних дефектов и гомогенизации структуры. Различная степень пластической деформации дает разный эффект проработки металла. Уков — это показатель, измеряющий степень пластической деформации поковки. При вытяжке он выражается следующим образом:
Степень гомогенизации, достигаемая путем высокотемпературной диффузии, зависит от температуры нагрева и времени выдержки. На рис. 1-36 показаны результаты исследования высокотемпературной диффузии с использованием радиоактивного изотопа фосфора.
Образец представлял собой 40-килограммовый стальной слиток, содержащий 0,42% C и 0,021% P. Степень гомогенизации выражена в цифрах, где «1» означает полную гомогенизацию. Из рисунка видно, что температура нагрева оказывает большее влияние на гомогенизацию, чем время выдержки. В то же время после ковки с уменьшением площади поперечного сечения на 70% степень неоднородности перед отжигом улучшилась с 2,4–4,0 в литом состоянии до 1,2–1,5 в кованом состоянии. Это указывает на то, что при ковке при высоких температурах процесс диффузии значительно ускоряется. Иными словами, наложение термической и механической диффузии дает наилучший эффект для гомогенизации.
Таким образом, высокотемпературная диффузия является немаловажным фактором повышения качества поковок в процессе ковки. Следовательно, при разработке технологических процессов ковки и анализе дефектов ковки этому следует уделять достаточное внимание, а также в полной мере использовать и развивать благоприятное воздействие данного процесса.
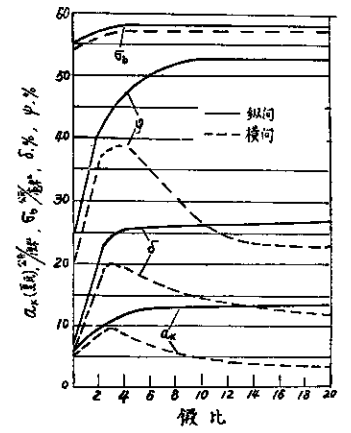
Рис. 1-37 Влияние степени уковки на механические свойства
Где:
yмин — минимальная степень уковки
Q — вес слитка (тонн)
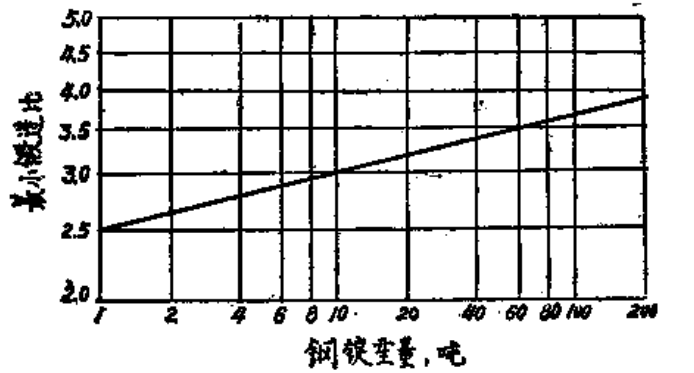
На рис. 1-38 показана зависимость между минимальной степенью уковки и весом стального слитка.
(3) Ковка и влияющие на нее параметры
Упомянутая выше степень уковки относится ко всей поковке в целом и является суммарной степенью уковки. На практике при пластической деформации заготовки степень деформации в различных точках поперечного сечения далеко не равномерна, то есть локальные степени уковки в разных частях сечения отнюдь не равны. Суммарная степень уковки является лишь средним значением локальных степеней уковки по всему сечению.
На рис. 1-39 показано влияние степени уковки и режимов ковки на распределение степени деформации по сечению. Эти данные были получены в ходе исследования 18-тонного слитка стали 45 методом координатной сетки (координатная сетка, состоящая из 13 стержней из стали 30 диаметром 60 мм и длиной, равной длине слитка, предварительно помещалась в изложницу перед разливкой стали).
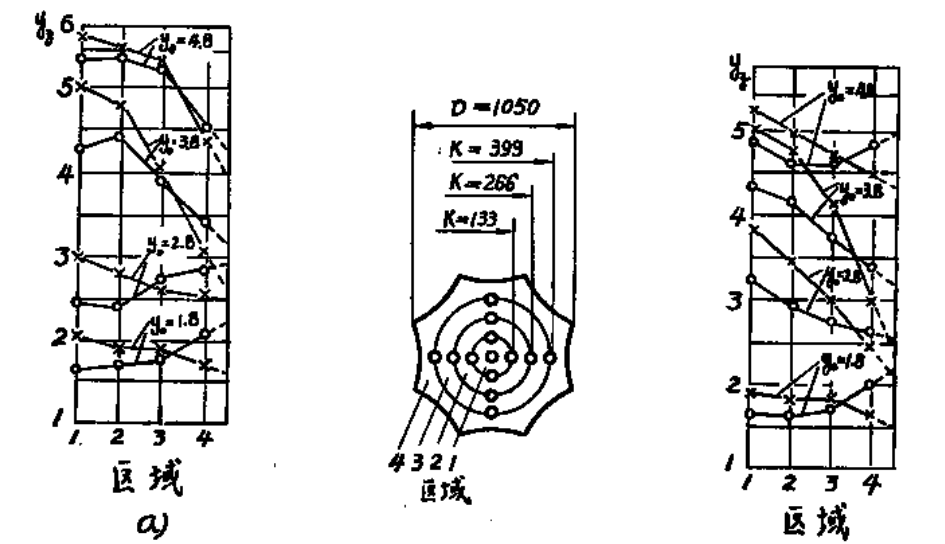
Рис. 1-39 Влияние кузнечной уковки и режимов ковки на распределение деформации по сечению
а — слиток 1; b — слиток 2;
O—O обычная ковка; y0 — общая уковка; X—O ковка с поверхностным охлаждением; yz — локальная уковка
Как видно из рисунка, при протяжке по обычной технологии, если общая уковка невелика, степень деформации в центре поковки меньше, чем в поверхностном слое. Очевидно, что дефекты могут быть заварены только тогда, когда в определенном месте сечения возникает достаточно большая деформация. Состояние, при котором при определенной общей уковке в центре поковки достигается достаточно высокая степень деформации для эффективной заварки пор, рыхлостей и других дефектов, называется проковкой. Для обеспечения проковки изделия прежде всего необходимо наличие достаточно большой общей уковки. Однако проковка также зависит от напряженного состояния во время процесса. Правильное напряженное состояние должно обеспечивать в центре поковки всестороннее сжатие. В противном случае, при возникновении растягивающих напряжений в центральной зоне, проковка не только не будет достигнута, но и могут легко образоваться внутренние ковочные трещины.
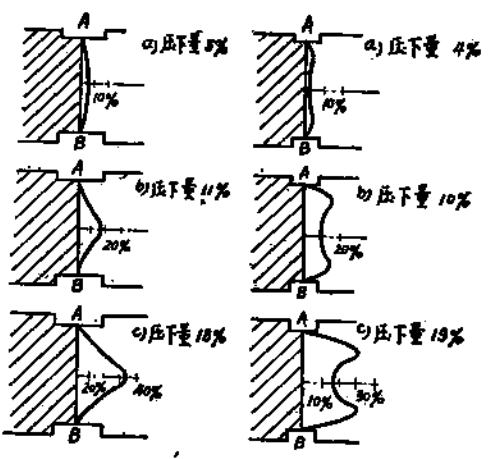
Напряженное состояние зависит от таких факторов, как величина обжатия, величина подачи, форма и ширина бойков. Например, при протяжке круглых заготовок плоскими бойками, если величина обжатия мала, в центральной части поковки возникают значительные горизонтальные растягивающие напряжения; по мере увеличения обжатия эти напряжения постепенно уменьшаются, пока не перейдут в сжимающие. Степень деформации сердцевины также напрямую зависит от формы бойков, их ширины и величины обжатия. На рис. 1-40 приведена схема влияния ширины бойка и величины обжатия на форму торца поковки. Как показано на рисунке, слишком узкие бойки и недостаточное обжатие не позволяют достичь значительной деформации в центре, то есть не обеспечивают проковку сердцевины.